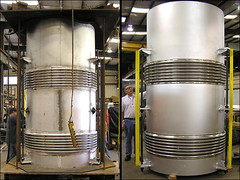
This universal expansion joint is designed with 5″ thick refractory-lining for a 52″ pipe in a styrene plant in Thailand. It measures 154″ long and is fabricated with ASTMA 304H stainless steel pipe ends and Incoloy 800H bellows. The expansion joint is designed for a lateral movement of 6.982″ with a design pressure of 30 PSIG at 1085°F. The bellows and pipe longitudinal seams and the pipe circumferential welds were x-rayed. All welds were also dye penetrant examined. A pneumatic test between the plies at 15 PSIG and the complete expansion joint at 45 PSIG was performed. The carbon steel surfaces were coated with a special three-coat paint system after testing and prior to shipment.