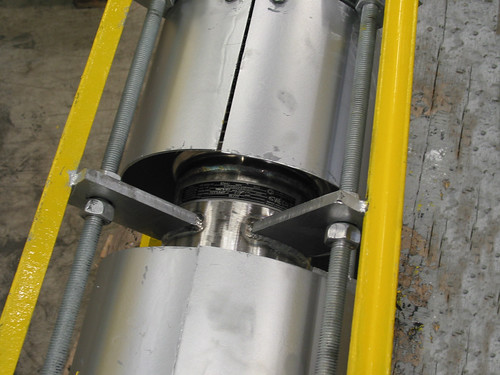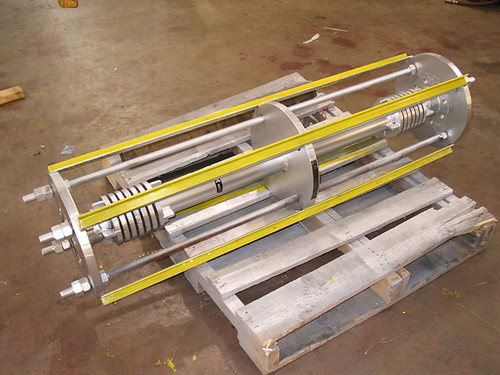
US Bellows custom designed and manufactured a 5″ nominal diameter and 60″ long universal expansion joint for an oil piping system application in Nevada. This expansion joint consists of high-strength Inconel® 625LCF bellows and A105 flanges. The expansion joint is designed for 1400 PSIG and 120°F per B 31.3, and the latest revision of EJMA standards. It is also designed to allow 4 1/2″ of lateral movement during operation. A 100% dye-penetrant and hydro-test at 2100 PSIG was performed prior to shipment to ensure quality.
Read More