Read More
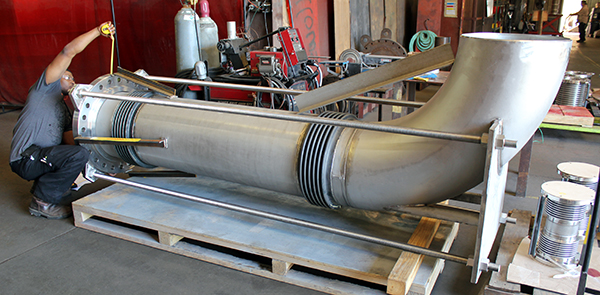
Type: Single Expansion Joints Size: 42″ ID | 24″Face-To-Face Material: Inconel 600 | 304 Stainless Steel | Carbon Steel Design: 350°F Operating Temp. @ 100 PSIG | 0.75″ Lateral Testing: Hydro-tested These single expansion joints were custom-designed by US Bellows for an exhaust duct application in the turbines of a pressurized water nuclear power plant in Michigan. The bellows were fabricated to meet the plant’s specific operating conditions, accommodating the required axial and lateral movements, and were constructed from high-performance alloys to withstand elevated temperatures and pressures typical of turbine exhaust systems. There is a clear resurgence in upgrading and servicing turbine facilities to meet datacenter demand, as AI-driven power loads outpace grid capacity. Operators are overhauling existing turbines and deploying new high-efficiency units to provide reliable, large-scale, and dispatchable power close to datacenter campuses.
For this project, the units have a 42” ID and are 27” face-to-face. The bellows were fabricated from Inconel 600, the liners from 304 stainless steel, and the cover, limit rods, and hardware from carbon steel with red oxide primer on all exposed carbon steel. It is important to note that our manufacturing and production abilities around mixed metallurgy are unique in that we can isolate and manage different metals in our production, but also have the experience, depending on the client’s needs.
These units are designed for an operating temperature of 350°F at 100 psig, 0.625” of axial compression, and 0.75” of lateral deflection. The expansion joints were hydro-tested prior to shipment.
Over 60-65% of the expansion joints we provided replace existing units. US Bellows is not necessarily the OEM in all cases; however, we have the experience to manufacture, repair, or audit our designs and others as we are members of EJMA with deep expertise in expansion joint design and manufacturing for over 50 years, with an in-house Field service team. Our expansion joint engineers use the EJMA (Expansion Joint Manufacturers Association) latest edition to maintain a calculations-based spreadsheet and a stand-alone engineering design software program for the ASME ( American Society of Mechanical Engineers) code section VIII-based calculations to design expansion joints.
Applications for expansion joints include:
Fossil Fuel Power Plant Chemicals and Petrochemical Stationary Engine Exhaust Pulp, Paper, Wood Pellets Power (Nuclear/Fossil Fuel/Renewables) Heat Exchangers Municipal Water Districts Space Aviation/Aerospace Engine Exhaust District Energy FCC Units Wastewater Treatment Truck Exhausts Gas Turbines Navy Biofuels/Solid Waste Incineration Steel Mills/Blast Furnaces/Mining Steam Distribution Kilns Solar/Environmental Applications Marine Piping and Exhaust Geothermal Power Plants Furnace Sealing Bags HVAC Building and Heating Systems Liquefied Natural Gas Service (LNG) Refineries Education/Labs Food Processing Cement Manufacturing PT&P REF. ORIGINAL POST 11252019