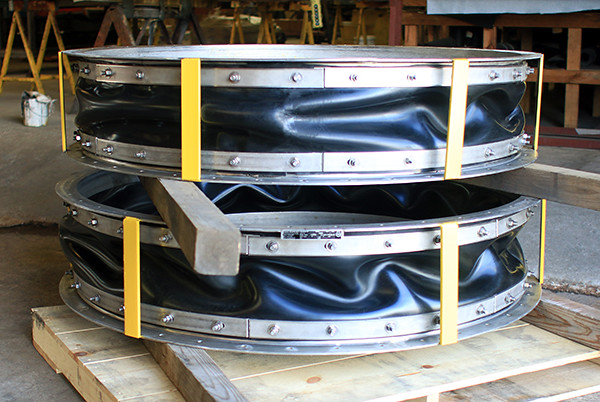
These neoprene expansion joints were custom-designed for a gas turbine facility in Western Europe. Neoprene expansion joints are typically used in turbine inlets and turbine exhaust and can accommodate the full temperature of hot gas flows while absorbing the thermal expansion and reducing stresses in the system. Neoprene expansion joints can be lined with different materials such as metal, fiberglass, or PTFE for increased temperatures. These types of expansion joints can also absorb contraction in cryogenic lines and assist in reducing vibration. In addition to gas turbines, these units can be used in coal-fired plants, renewable energy plants such as Biofuels Green energy plants, geothermal plants, chemical and other types of power plants where high-pressure pulsations and turbulent flow conditions exist.
Some other end applications for these types of expansion joints include:
- Engineered wood building products (such as OSB)
- Building materials such as cement, concrete, and aggregates
- Carbon blacks for industrial, automotive, and conductive coatings, pigments, tire components, mechanical/industrial rubber goods (including membrane roofing, automotive rubber parts)
- Metal ore mining
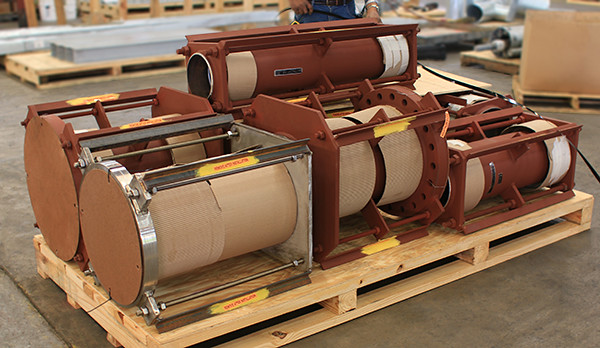
The expansion joint is a conical design and is 42” x 36” and 12” face-to-face. The fabric belt is made from reinforced neoprene and the framework is made from stainless steel and incorporates the use of stainless steel bolting to prevent corrosion. Units can be supplied with several different bolting patterns and configurations to accommodate various operation/installation requirements or allow access for periodic maintenance. They are designed for an operating temperature range from-30-120°F with a +/- 100” water column and 1” of axial compression and 1.25” lateral deflection. A 100% dye-penetrant test was performed before shipment. US Bellows, a subsidiary of Piping Technology and Products, has a long history of providing neoprene and fabric type expansion joints to meet the parameters, temperatures, and flow rates of gases and can be designed to operate when there are abrasive solids that could be suspended in the gases. Due to our experienced staff, we offer the special ability to both assist in the design and development of expansion joints along with the ability to manufacture these units at our 450,000 Square feet facility to meet your specifications. Our expansion joint capability has been greatly expanded production and allowed us to meet customer expectations on the most demanding projects from refurbishments to replacements, to new innovative designs for emerging verticals such as waste-to-energy plants aimed at reducing carbon footprint. In the last 6 months, we shipped over 40% of our expansion joints in two weeks or less to meet customer timelines and deliverables.
Read More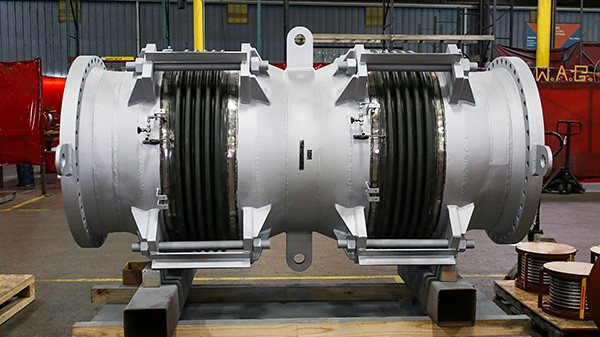


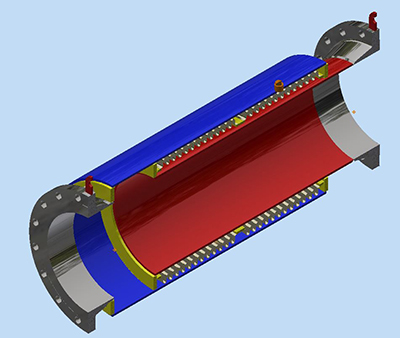 Externally pressurized pipe expansion joints, also known as X-Flex expansion joints, are suited for piping systems that require large amounts of axial compression or extension. In externally pressurized pipe expansion joints, the bellows elements are arranged so that the media flow is on the external surface of the bellows. Externally pressurizing the bellows eliminates pressure instability as a limitation to the design and permits the absorption of large amounts of axial expansion. Our QC department conducted various NDT examinations (X-Rays, PMI, Penetrant Tests, and Hydro Tests). Also provided were “weld maps” and MTR’s for client review and inspection. At U.S. Bellows, we are constantly developing and assisting client engineers in this effort toward decarbonation by designing innovative products to accommodate new and unusual design specifications.
Externally pressurized pipe expansion joints, also known as X-Flex expansion joints, are suited for piping systems that require large amounts of axial compression or extension. In externally pressurized pipe expansion joints, the bellows elements are arranged so that the media flow is on the external surface of the bellows. Externally pressurizing the bellows eliminates pressure instability as a limitation to the design and permits the absorption of large amounts of axial expansion. Our QC department conducted various NDT examinations (X-Rays, PMI, Penetrant Tests, and Hydro Tests). Also provided were “weld maps” and MTR’s for client review and inspection. At U.S. Bellows, we are constantly developing and assisting client engineers in this effort toward decarbonation by designing innovative products to accommodate new and unusual design specifications.