HT Composite Belt Splice
Installation Instructions [PDF]
U.S. Bellows highly recommends that a test splice be performed prior to actual splice.
Thank you for purchasing Fabric Expansion Joint material. Prior to performing the actual splice on your expansion joint, please complete a U.S. Bellows Test Splice. Refer to the U.S. Bellows Test Splice instructions for details.
Safety Precautions
Experience has shown fluoropolymers can be processed and used at elevated temperatures without hazard if proper ventilation is used. Make certain all heat sealing is performed in well ventilated areas. Make certain the heat sealer is safely handled during use. The heat sealer temperature will reach 725°F in normal operation. Special care must be taken with the heat sealer during handling due to the high temperature.
Equipment required to splice materials:
- Heat Seal Iron
- Backer Board
- Belting material
- PFA heat sealing film
- ensureAsplice product
- Stapler*
- Scissors*
- Blade Knife*
- Tape Measurer*
- Marking Pen*
*These items are not included in the kit.

Heat Seal Iron Operation
To operate the Heat Seal Iron, follow these instructions:
- Plug the unit into an electrical outlet.
- Place the Heat Seal Iron on the Backer Board or another insulated surface.
- Push the toggle switch up to the “on” position.
- Set the temperature by turning the dial to the desired temperature. A temperature range of 700°-740°F (370°-385°C) is typical for splicing U.S. Bellows materials.
- If ambient conditions are ideal, each splice section should take approximately 5 minutes.
The unit contains two lights, a “heat up” light and a “ready” light. The “heat up” light will remain lit until the unit reaches the set temperature, at which point the “ready” light will go on.
Install the HT composite belt material on the expansion joint frames per the belt installation instructions. The Heat Seal Splice should be performed prior to the last backup-bars being installed. The belt ends should overlap 8″ to 12″.
 |
 |
Peel back cuff material. Expose layers of mesh and aluminized cloth. The layer of mesh/cloth that does not contain the grommets should be closest to the gas stream. The layer of mesh/cloth that contains the grommets should be the next layer.
 |
 |
Overlap the layers of insulation. At the end of the overlap, mark the material. Cut the insulation along the mark. The ends of each layer of insulation should “butt up”.
 |
 |
Overlap and mark the outer layer of HT material. Score the line with a razor knife. Cut through the entire thickness of the HT material
 |
 |
The HT belt material is “butted up” and ready to splice. However, first, peel back all materials and expose the cloth and mesh layers. Use the grommets as a guide and mark each hole onto the inner most layer of aluminized cloth.
 |
 |
Punch holes in the bottom layer of cloth. Line up punched holes with the grommets. Install nuts, bolts and washers to secure the layers of cloth/mesh. Hand tighten all nuts.
 |
|
The insulation layers are put back into the “butted up” position. Place the backer board on the insulation layer, under the HT material.
 |
 |
Cut PFA film and 3″ wide HT material saddle strip to equal the width of the installed belt. Staple the PFA film to the “gas side” of the material strip. Place the saddle strip over the butted up HT material, the PFA film facing down.
 |
 |
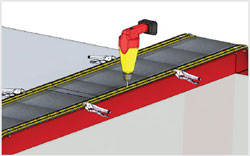
Place the iron at edge of belt to begin splice. Depending on width of belt, it may be necessary to perform multiple splices across the width of the belt. Step iron across width of belt, overlapping each splice 1/2″. Apply pressure to iron handles during each splice. Each splice section should take approximately 5 minutes.

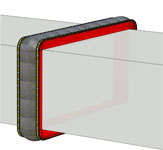
Upon completion of all necessary splices, allow belt to cool prior to additional handling. When sufficiently cooled, place the “cuff” material back into place. Trim excess cuff material.
 |
 |
Clamp the belt and back up bars into place and drill remaining holes in the belt. Bolt the back up bars into place. Expansion joint splice and installation is complete.
 |
 |