|
Resources
Resources
Elbow Pressure Balanced Expansion Joint Designed for a Chemical Processing Plant

This elbow pressure balanced expansion joint was designed for a chemical processing plant to aid the nitrogen oxide process for compound fertilizers. It is 18″ diameter with a face of weld-end to centerline of elbow length of 83- 3/8″. The body of the assembly, the pipe, covers and tie-rods were fabricated from 304L stainless steel, the bellows and liners from 321 stainless. This unit was designed for 1/2″ compression and 4-1/8″ lateral movement with an operating temperature of 600°F at 125 psig. The assembly was dye penetrant tested and hydro-tested at 190 psig prior to shipment.
Fabric Expansion Joint Custom Designed for an Exhaust Application in a Gas Turbine Facility

This 153″ x 55″ x 21″ fabric expansion joint was custom designed for an exhaust application in a gas turbine facility overseas. It is fabricated from carbon steel with a painted frame and liner. The fabric belt is reinforced neoprene, and it’s designed for +/- 100″ water column with a temperature of -20°F to 600°F. A 100% dye-penetrant examination and paint thickness test was conducted on the assembly before being shipped.
24″ Dia. Universal Expansion Joint Designed for a Refinery in Europe

U.S. Bellows designed and manufactured this universal expansion joint in accordance with ASME section VIII for an oil and gas refinery in Europe. A U2A- form was furnished as part of the units’ documentation. The expansion joint has a 24″ diameter and 103″ overall length. The bellows, liners and covers are fabricated from 316 stainless steel, and the flanges, tie-rods and pipe are carbon steel. The unit is designed for an operating temperature of 181°F at 101 psig and 1″ axial movement with a 3″ lateral offset. The bellows and pipe longitudinal weld seams were x-rayed, dye-penetrant and hydro- tested prior to shipment
Fabric Expansion Joints Designed for an Exhaust Duct in a Gas Turbine Facility

These fabric expansion joints were custom designed for an exhaust duct in a gas turbine facility in Europe. The 81″ x 18″ x 16″ face to face expansion joints have an integral stainless steel frame and liner with a reinforced red silicone fabric belt. The assemblies were manufactured for a 400°F operating temperature at +/-100 inches of water column pressure. The expansion joints were 100% dye-penetrant tested before being shipped to the customer.
60″ Dia. Elbow Pressure Balanced Expansion Joint Refurbished in 3 Weeks

This 60″ dia. x 20″ OAL elbow pressure balanced expansion joint was refurbished by U.S. Bellows in 3 weeks for a power generation plant in Wisconsin. The bellows are fabricated from Inconel 625 and the duct, elbow, cover and liner of carbon steel. The expansion joint was designed for 1″ axial movement at 715°F and 185 psig. The bellows longitudinal seams were 100% x-rayed prior to forming. After replacing the bellows, the expansion joint was dye penetrant tested and hydro tested at 185 psig.
How do you define a hydro-test pressure based on design pressure?
Hydro-test pressure and holding times vary for different design codes. For example, the ASME SEC VIII Div.1 general hydro-test pressure will be1.3 x design pressure (minor factors may vary for this equation as well) and for piping design codes, the hydro-test pressure will be ASME B31.4,B31.8 1.5 xdesign pressure.

Bellows of an expansion joint going through a hydro-test pressure.
Duct Work and Expansion Joint Assembly Custom Designed by U.S. Bellows for an Oil Refinery in California

This duct work and expansion joint assembly was custom designed by U.S. Bellows for an oil refinery in California. The project consists of 36″ x 48″ 304 stainless steel oval shaped duct work with a thick wall expansion joint and 30″ x 16″ carbon steel round shaped duct work. It is designed for 900°F at 13.2 psig, and the entire assembly was dye penetrant examined and 100% x-rayed prior to shipment.
What type of media can pass through a transition piece?
Media that can pass through a transition piece include air, liquid, gasses, dust,dirt, and chemicals.

Can duct work include expansion joints?
Duct work assemblies can include fabricated elbows, tees, straight sections of duct work, fabric or metallic expansion joints and can be rectangular or round.

What is duct work?
Ducts are a series of sectioned tubes, which transfer either heated or cooled air from the furnace or air conditioner, throughout the building.

20′ Rectangular Fabric Expansion Joint Custom Designed for a Plant in Louisiana

U.S. Bellows designed a 20″ x 13″ rectangular fabric expansion joint for a plant in Louisiana. This unit was custom designed to improve the current design by eliminating the need for insulation. The fabric belt consists of five layers and the frame is fabricated from 321 stainless steel. The expansion joint is designed for 1-7/8″ lateral movement at 1350°F and ± 10 psig and was 100% dye-penetrant tested prior to shipment.
62″ Fabric, 42″ Hinged and 42″ Tied Universal Expansion Joints and Duct Work Designed for an Acid Plant

|

U.S. Bellows custom designed two 42″ tied universal expansion joints, a 42″ hinged expansion joint and a 62″fabric expansion joint in ductwork for an acid plant in Louisiana. The assemblies had flanged and flued head bellows fabricated from 304H stainless steel. The rest of the assemblies were made from carbon steel with operating temperatures of 700°F at 10 psig. The expansion joints were dye penetrant and x-ray tested prior to shipment.
59″ Dia. Single Hinged Expansion Joint Refurbished in Two Weeks

Within a two week deadline, U.S. Bellows refurbished a 59-1/4″ diameter single hinged expansion joint for a refinery in Louisiana. The expansion joint is 119-3/4″ in overall length and designed for .82″ angular rotation at 1380°F and 35 psig. The bellows are fabricated from Inconel 625 LCF, and the entire assembly is 304H stainless steel. Before shipment, the bellows were x-rayed and the assembly was 100% dye penetrant and air tested to 52 psig.
64″ Dia. Elbow Pressure Balanced Expansion Joint Designed for an Exhaust Duct

U.S. Bellows designed and manufactured a 64” diameter custom elbow pressure balanced expansion joint for an exhaust duct in a power plant in Alberta, Canada. It is 386” in overall length and is fabricated from carbon steel with 321 stainless steel bellows. This expansion joint is designed for 1-1/8” axial movement, ½” lateral movement at 482°F and 174 psig. Tests performed on the unit include 100% dye penetrant, x-ray, and ultrasonic on pressure bearing welds. The unit was also hydrotested at 291 psig prior to shipment.
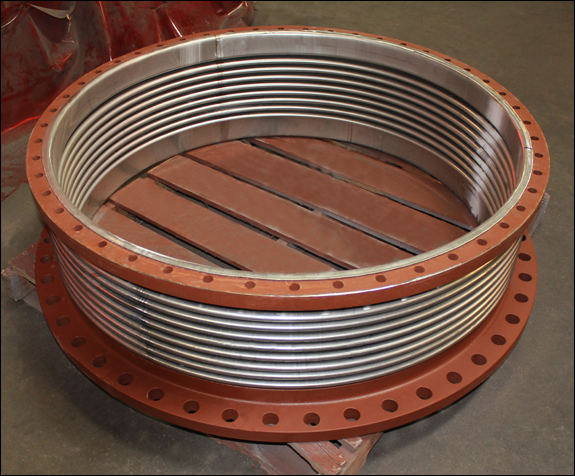
Single Expansion Joints Designed for Gas Service in Peru


| Type: | Single Expansion Joint |
| Size: | 3″ to 56″Diameter |
| Material: | 321 stainless steel, 316L flanges, carbon steel covers |
| Design | 194°F at 22 PSIG |
| Testing: | 100% Dye-penetrant | Soap, and Air |
These single expansion joints are 20″ in overall length and range in diameter from 3″ to 56″. They are composed of 321 stainless steel bellows, 316L flanges, and angles, and include carbon steel covers. The expansion joints were designed for 194°F at 22 PSIG and were dye penetrant examined and soap and air tested prior to shipping to Peru.
Refractory Lined Expansion Joint Designed for a Clean Fuels Project

This refractory lined expansion joint is composed of 321 stainless steel bellows and A588-A Corten angle flanges. It is lined with a 4″ thick refractory lining and measures 7″-2″ x 4″-6″ x 134″ F-F. The expansion joint was dye penetrant tested and will be utilized in flue gas service associated with a clean fuels project at an oil refinery.
2″-18″ Dia. Custom Tied Universal Expansion Joints Designed for a Chemical Plant

U.S. Bellows custom designed tied universal expansion joints with 304 stainless steel bellows from 2″ to 18″ diameter for a chemical plant in Texas. The expansion joints are designed for 3″ lateral movement at 122°F and 100 psig. The expansion joints were hydro-tested at 150 psig and delivered in six weeks.
54″ Dia. Refurbished Custom Crossover Expansion Joint

U.S. Bellows refurbished a 54″ dia. custom crossover expansion joint for a power plant in Kansas. The flow end and balancing end bellows were replaced. The pressure balanced expansion joint was designed for 1″ axial movement at 700°F and 150 psig. The bellows longitudinal weld seams were 100% x-rayed and the assembly was hydro-tested at 180 psig prior to shipment. The refurbishment was completed in three weeks to meet the customer’s outage requirements.
Universal Expansion Joints Custom Designed for a Bioenergy Plant

These universal metallic expansion joints were custom designed for a pipe line in a bioengergy plant. They range from 20″ to 30″ in diameter, and are designed for 2″ lateral movement with a 1,362 lb/in. spring rate. The expansion joints are fabricated entirely from 304 stainless steel and designed for 250°F and 30 psig. Each unit was 100% dye penetrant examined and air tested prior to shipment.